Die casting is a manufacturing process that is used for producing accurate dimensions, and sharply defined, smooth, or textured surface metal parts. Which that is accomplished by forcing molten metal under high pressure into reusable metal dies. The die casting mold process follows the subsequent procedures regarding die cast mold manufacturing.
There are tightly clamped together.
The die halves are drawn apart and the casting is ejected.
 Aluminum Die Casting LED Heatsink Molds, Street Light Die Casting Mould
Aluminum Die Casting LED Heatsink Molds, Street Light Die Casting Mould
 Aluminum Die Casting Tooling Mold
Aluminum Die Casting Tooling Mold
 Permanent Mold Casting | Aluminum Casting Services
Permanent Mold Casting | Aluminum Casting Services
 Pressure Die Casting Mould | Pressure Die Casting Service
Pressure Die Casting Mould | Pressure Die Casting Service
 Die Cast Tooling | Die Cast Design | Design For Manufacturing
Die Cast Tooling | Die Cast Design | Design For Manufacturing
 Permanent Casting Moulds For Automotive Gearbox
Permanent Casting Moulds For Automotive Gearbox
 Die Casting Aluminium Moulds, Metal Casting Molds
Die Casting Aluminium Moulds, Metal Casting Molds
 Die Casting Moulding for Aluminum and Zinc Casting Parts
Die Casting Moulding for Aluminum and Zinc Casting Parts






Q1: What is aluminum die casting Tooling?
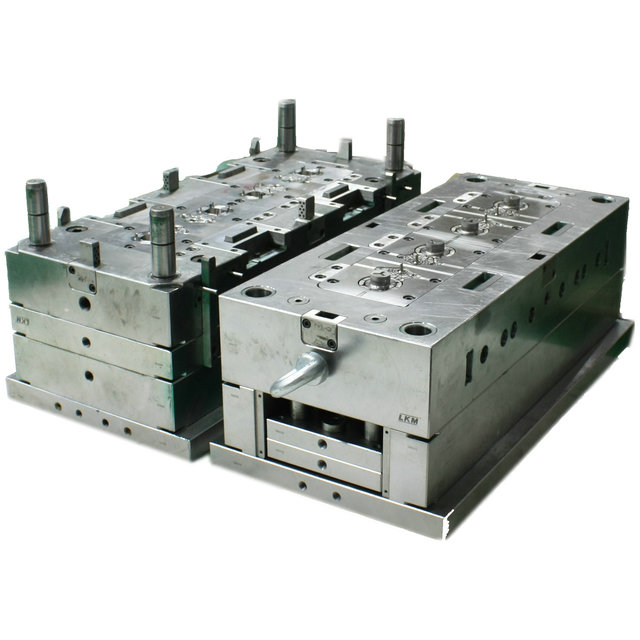
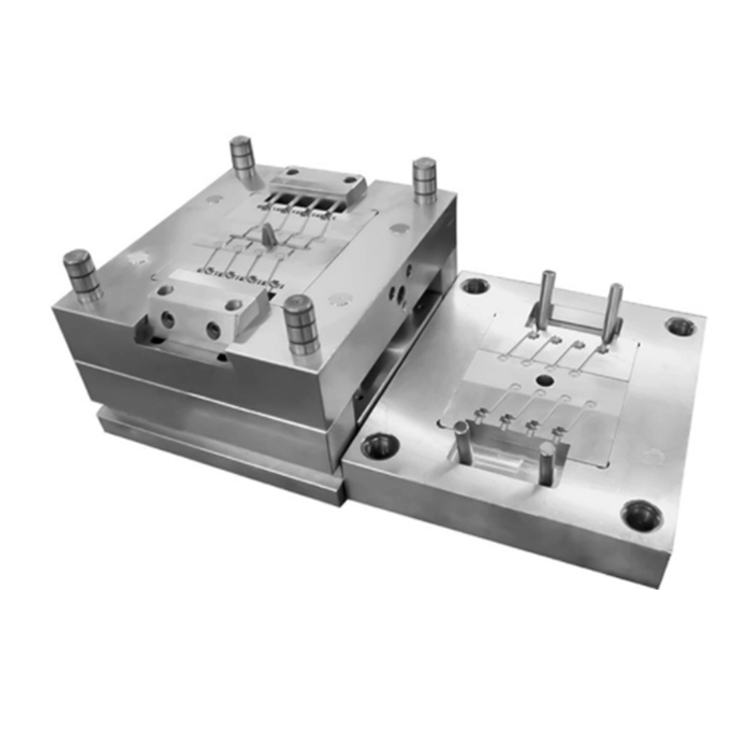
Dies, or die cast molds, are made from alloy tool steel in at least two sections: the fixed die half (cover half), and the ejector die half. When the die casting machine closes, the two die halves are locked and held together by the machine’s hydraulic pressure. During the die casting process, molten metal is injected at high velocity into the mold (die) cavity to form a die cast part.
Q2: What is the life of aluminum die casting tool?
Cast tooling is maintained to ensure optimal quality and maximum tool life. The exact life of die cast tooling depends on part geometry and complexity, required tolerances, and most importantly – the type of metal cast. In general, Aluminum tooling can last approximately 100,000 shots, while Magnesium tooling lasts 200,000 – 300,000 shots.
Die casting is not a cheap process. Although most businesses term it economical and quick, their description is due to the efficient optimization of die casting. This means that they were able to develop a model that suits their process and enjoy the advantages of the process.
Before developing CAD technology, mold design, and production was a highly costly project due to repeated trials and modifications. However, with CAD technology, it is possible to use simulation analysis to see the true flow of the molten metal during die casting. Therefore, it becomes possible to optimize the mold design and process and reduce costs.
Yes, reusing old molds can reduce the die-cast mold cost. This is only possible when the old mold has a good frame. However, if possible, you should avoid using an old worn-out mold. Instead, when the mold is at the end of its service life, make a replica mold.
Q6: What is an aluminum die casting tooling base?
Aluminum die casting tooling base consists of the outer periphery of the mold. It contains all the cavities that are included in the mold. The following parts of the mold are held in the base:
- Fixed half retainer plate
- Fixed half mold plate
- Moving half mold plate
- Spacer blocks
- Ejector plate (top)
- Ejector plate (bottom)
- Moving half retainer plate
- Runner stripper plates when 3-plate structure is utilized

The structure is alternated depending on the process being followed and the material being used. There are two types of mold base structures:
- 2-plate structure
- 3-plate structure
The gate used for the casting process also determines the type of mold used. Keeping the gate inside the mold is an important task and must be kept in a specific place. If not placed carefully, the thickness of the walls deviates from the requirements. A mold base helps to keep the gate in place.
High Pressure Die Casting Mold Value
There are advantages regarding the use of the die casting (or HPDC) process. We can provide die cast molds that match your design specifications or any required.
HPDC Mold Advantages
Net shape part configuration is achieved
High dimensional accuracy is achieved
Fast production
Thin walls are achieved if you compared to investment and sand castings
Wide range of possible shapes
External threads can be cast
Steel inserts can be over-molded
Holes can be cored to the internal tap drill size
Maximum wall thickness: 0.500".
Draft radii and fillets required on the casting 1-1.5degree
Mold Materials for Die Casting
FUERD Die Casting and Machining provides die casting dies for aluminum and zinc alloys: P-20, H-11, H-13, Premium Grade H13 (per NADCA No.229), or other grades as steel8407 additionally.
FUERD will guarantee 0.5-1 million shots of tool life for tool making parts from zinc ZAMAK alloys and 60k-150K shots of tool life for tooling making parts from aluminum alloys.
Which factors need to be considered when choosing a material for aluminum die casting toolings?
Choosing a material for aluminum die casting toolings depends on a number of factors. These include but are not limited to:
Cost
The affordability of the material is an important factor when making the choice of mold material. The ability of the material to create the mold and deliver the results with greater ROI is considered in the process of choosing mold material.
Material specifications
The specifications of the material are kept in mind for tooling making. The malleability, ductility, resistance to wear, and hardness are some of these specifications. The materials with more of these properties are considered an ideal choice.
The complexity of product design
The product to be designed through the mold is kept in mind for the mold. The complexity of the product can alter the decisions. The product to be created has to be ideal theoretically and hence the choice of the material.
All of these and many more standards like endurance of the pressure of molten material and specifications altogether are to be considered in making the choice.
What are the components of aluminum die casting tooling?
The aluminum die casting tooling components are the parts that make the mold work. These parts are assembled to create a complete mold and produce efficient results. The key components of the die casting mold are:
Mold bases
The mold base is a structure of the mold. It contains all the components that are assembled together to work. It helps to hold the gates inside the mold and produce better end results.
Pins
The pins are found inside the mold that is used to eject the casted part out of the mold.
Ejectors
The ejector part of the mold is placed on the moving plate. After the complete formation, it ejects the casted part.
Lifters
This moves on an angle to let the ejector remove the casted part. The release of the mold is eased up with the use of lifters.
Bushings
Bushing is placed between the molten metal and the cavity in order to provide reduced friction and easy ejection of the metal part.

Guides
The guides are used to guide the needles when ejecting the casting.
Alignment devices
These devices are used to align all the parts of the mold. The mold is kept consistent with use of alignment locks and other devices.