Jun 07, 2023
Defects in Aluminum Die Castings
Large area thin-walled parts are often encountered in the production of aluminum alloy die-casting. Due to the structural characteristics of large-area thin-walled products, there are often die casting defects in production, which reduces the qualification rate of the products. The causes of die-casting defects were analyzed from the aspects of die-casting process parameters, mold structure, etc., and countermeasures for eliminating defects were proposed.
In addition, there are many defects in the die-casting mold, such as the die-casting cavity, pouring speed, etc.
In the early stages of production, the qualification rate is only about 20%. By improving the mold structure and optimizing process parameters, the qualification rate has been increased to 95%.
Insufficient irrigation
1. Cause analysis
The main reason is the poor fluidity of aluminum alloy melt, which involves melt temperature, die-casting pressure, mold preheating temperature, die-casting time, holding time, pouring system, exhaust and overflow channels, etc.
2. Countermeasures and Effects
(l) The results indicate that the pouring temperature is (680 ± 15) ℃.
(2) We have chosen a die-casting machine with moderate clamping force. The original design used a 5000kN cold chamber die-casting machine, but the forming was not good. After using a 6500kn die-casting machine, the forming is relatively large.
(3) The preheating temperature of the mold should be controlled within the range of (230 ± 20) ℃ and should not exceed 350 ℃. Otherwise, during die casting, due to the high temperature of the mold, the mold will be tempered again, and the temperature cannot be lower than 150 ℃. Otherwise, the mold is prone to cracking. Preheat with a liquefied gas flame to around 200 ℃, and then proceed with die casting. The mold can be heated with molten aluminum at high temperatures. Batch production can only proceed after the mold temperature stabilizes.
(4) When the injection speed is 5m/s, the filling time is 0.012s, the holding time is 1.5s, and the injection force is 550kn, the quality of the die casting is good and meets the production requirements.
(5) Improper selection of the gate position and guide shape in the pouring system can lead to positive impact and eddy current when the metal liquid enters the mold cavity, reducing the injection speed and causing gas to be sucked into the metal flow. The exhaust holes are too thin or too few, easy to block, difficult to discharge gas, and poor die-casting molding. There are significant differences in the structure of castings before and after the transformation of the pouring system. Change the "t-shaped gate" to "narrow runner" and the gate shape from "t" to "narrow runner". At the same time, exhaust holes and overflow grooves have been added in front of the gate, and exhaust holes and overflow grooves have also been added on both sides of the gate, making the melt flow and gas discharge smoother.
Warping deformation
1. Cause analysis
The main factors affecting the warping deformation of die castings are the gating system, cooling system, and ejection system. The shorter the flow time from the gate to the flow end of the casting, the smaller the warpage; If only one gate is used, the deformation of the formed casting will occur due to the greater shrinkage rate in the diameter direction than in the circumferential direction. During the die casting process, uneven cooling speed of the casting can also lead to uneven shrinkage of the casting. This shrinkage difference leads to the generation of bending moment, causing warping deformation of the casting. Therefore, the arrangement of cooling water holes on the mold is very important. To ensure a balanced cooling temperature between the cavity and core, the temperature difference between the two should not be too large. The layout of the ejection system directly affects the deformation of the die casting. If the layout of the ejection system is imbalanced, it will lead to imbalanced ejection force and deformation of the die casting. In the design of the molding system, the demoulding resistance should be phase equilibrium with the demoulding resistance.
2. Countermeasures and Effects
(l) The pouring system should be arranged reasonably.
(2) The reasonable arrangement of the cooling water circuit is due to the structural characteristics of the product, and the cooling speed at the bottom middle of the indicator light box die-casting part is faster than around. Therefore, the use of dual circuits around the cavity accelerates the cooling speed of the cavity and makes the cooling of the mold more uniform.
(3) The arrangement of the ejector pins is reasonable. Due to the large demolding force on all four sides of the die casting, relatively dense ejector pins are arranged near the four sides to balance the ejection force.
Cold shutdown
1. Cause analysis
One is that the mold temperature is low or the aluminum alloy melt temperature is low, and the injection force is small, making it impossible for the metal liquid entering the mold cavity to fuse together when it converges; The second reason is that the pouring system is unreasonable and cannot form high-temperature metal liquid while filling the mold cavity in a short period of time.
2. Countermeasures and Effects
① Increase the temperature of the aluminum alloy melt and mold, and increase the injection force The surface roughness of the mold cavity and pouring system is reduced, and the flow resistance of liquid metal is reduced. In the repair of mold cavities, timely eliminate the influence of mold roughness Modify the gate system, especially the number and distribution of internal gates.
Cracks
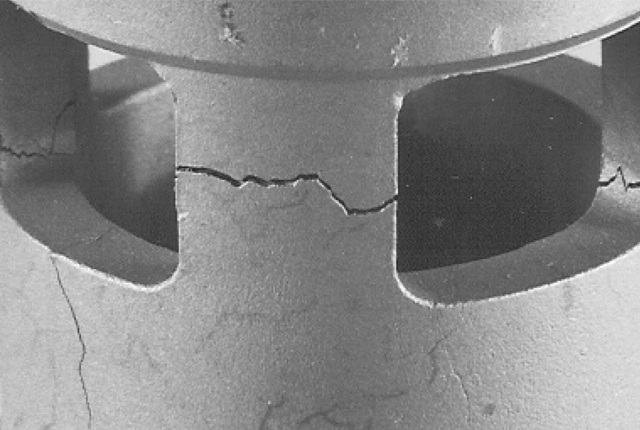
1. Cause analysis
One is that the casting temperature is too high, resulting in large shrinkage and easy cracking; Second, oxidation inclusions will produce cracks, which are generally multi corner or sharp corner, mostly existing in the grain boundary, reducing the interface bonding force, and easily causing stress concentration in these parts. Third, too small arc transition angle of the mold will produce cracks.
2. Countermeasures and Effects
(l) Strictly control the pouring temperature, and control the pouring temperature below 695 ℃.
(2) To ensure the cleanliness of the loading, it is required that there are no oxidation inclusions in the loading, especially recycled materials that should be treated thoroughly and used in conjunction with new materials. Keep the pot clean during melting, and treat the metal surface with a slag remover.
(3) By adding casting rounded corners at the corners of the casting structure and changing the mold casting rounded corners from rl.5 to r3.0, the liquid metal flow is smooth, gas is easily discharged, and cracks caused by sharp corners are avoided.
In order to eliminate or reduce the defects of large-area thin-walled aluminum alloy die castings, the main measures include: 1) designing the mold structure reasonably; 2) Optimize die casting process parameters; 3) Avoid impurities during the aluminum alloy melting process; 1) Strictly control the pouring temperature and mold temperature.
Ningbo Fuerd was founded in 1987 and is a leading full-service die Casting Tooling, aluminum die casting, zinc die casting, and Gravity casting manufacturer. We are a solution provider offering a wide array of capabilities and services that include engineering support, designing, molds, complex CNC machining, impregnation, tumbling, chrome, powder coating, polishing, assembly, and other finishing services. We will work with you as partners, not just suppliers.
NINGBO FUERD MECHANICAL CO., LTD
Website: https://www.fuerd.com



