Analysis and Solution of Surface Defects in Aluminum Alloy Die Castings
Summary of main causes of surface defects in cast alloy die castings: undercasting, cold shuts, peeling, bubbles, flying materials, slag inclusions, pores, strains, hot cracks, hot brittleness, depressions, expansion cracks, deformation, mucous membranes, shrinkage holes, cracks, leaks, interlayers, impurities, flow marks, bubbles, cracks, etc
Summary of the main causes of surface defects in cast alloy die castings:
- The metal pressure is too low (the injection pressure is lower than the pressure) 2. The metal pressure is too high. 3. The first stage speed is too low. 4. The first stage speed is too high. 5. The first/second stage switching point is too early. 6. The first/second stage switching point is too late. 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 9. The second stage speed is too high. 10. The pressurization is too early. 11. The pressurization is too late. 12. The pressure is too low. 13. The pressure is too high. 14. The injection weight setting of the material scoop is incorrect. 15. The injection port is blocked. 16. The flow channel of the quantitative furnace is blocked. 17. The pipeline of the quantitative furnace is blocked Blocking. 18. Setting time too long/short. 19. Locking mechanism/guide pillar is not good. 20. Ejection force is too high. 21. Ejection delay is too short. 22. Ejection delay is too long. 23. Locking force is too low/machine tonnage is too small. 24. Operation cycle is irregular. 25. Mold has water/water pipe leakage. 26. Heating/cooling device leaks. 27. Punch lubricating oil is too much. 28. Punch lubricating oil is insufficient/punch sticking. 29. Mold is too cold. 30. Mold is too hot. 31. Mold spraying is too much. 32. Mold spraying is not enough. 33. Mold Spraying type error. 34. Release agent concentration is too low. 35. Mold surface dirty/metal adhesion. 36. Vacuum leakage. 37. Vacuum opening too early/late. 38. Exhaust and/or overflow port failure. 39. Mold/injection cylinder surface polishing is poor. 40. Draft surface slope insufficient or side concave. 41. Inner gate and transverse gate design poor. 42. Heat conduction control is poor at heating and cooling points. 43. Casting geometry is difficult to shape. 44. Metal is too hot/cold. 45. Metal contaminated or dirty. 46. Incorrect metal specifications There is scum in the molten material in the furnace.
Analysis of Defects in Die Castings
- Insufficient filling
Main features: The metal has been cooled and solidified before filling the mold cavity, or the weight of the metal scooped is insufficient. Possible reasons: 1. The metal pressure is too low. 3. The first stage speed is too low (the metal cools too quickly in the injection cylinder) 6. The first/second stage switching point is too late. 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 14. The injection weight of the material spoon is set incorrectly. 15. It is obstructed at the injection port. 16. It is obstructed on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked. 24. The operation cycle is irregular. 28. The punch lubricating oil is too low/the punch is stuck. 29. The mold is too cold. 31. The mold is sprayed too much. 36. Vacuum leakage. 37. The vacuum is opened too early/late. 38. The exhaust channel and/or overflow port are ineffective. 41. The inner gate and horizontal gate are ineffective Poor sprue design (local parts of the mold may be too cold). 42. Thermal control of heating and cooling points. 43. Difficulty in forming the geometric shape of the casting. 44. Metal is too hot/cold. 46. Incorrect metal specifications.

- Cold insulation
Main feature: When two strands of molten metal meet, the interface has already condensed.
Possible reasons: 1. The metal pressure is too low. 3. The first stage speed is too low. 6. The first/second stage switching point is too late (3.6: The metal may lose too much heat in the transverse runner and mold cavity). 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 14. The injection weight setting of the spoon is incorrect. 15. The injection port is blocked. 16. The flow channel of the quantitative furnace is blocked (14.15.16: When using pre-filling, too much metal may cause the first/second stage switching point to be too late, so the metal is already too cold before the second stage). 24. The operating cycle is not normal. 28. The lubrication oil of the punch is insufficient/the punch is stuck. 29. The mold is too cold. 31. The mold is sprayed too much. 36. Vacuum leakage. 37. The vacuum is opened too early/late. 38. The exhaust duct and/or overflow port fail (36.37.38: May affect the filling mode) 41. Poor design of inner gate and transverse gate: 42. Poor thermal control of heating and cooling points. 44. Metal is too hot/cold. 46. Incorrect metal specifications.
- Peeling
Main features: Poor injection endpoint control or poor gate and runner design can generate metal layering or oxide film.
Possible reasons: 2. The metal pressure is too high (during mold filling, mold expansion can cause surface delamination of the casting). 3. The first stage speed is too low. 4. The first stage speed is too high. 5. The first/second stage switching point is too early. 6. The first/second stage switching point is too late (oxidation layer may form during pre-filling) 10. Boosting too early. 13. Boosting too high. 14. Incorrect setting of the injection weight of the material scoop. 15. Blockage at the injection port. 16. Blockage on the flow channel of the quantitative furnace. 17. Blockage of the pipeline of the quantitative furnace. 23. Low locking force/too small machine tonnage (after filling the cavity, continue to feed, causing the mold to open due to force). 28. Insufficient lubricating oil on the punch/sticking of the punch (discontinuous or uneven filling of the cavity). 41. Poor design of the inner gate and transverse gate (Poor runner design can cause layering during the cavity filling process). 47. There is dross in the molten material in the furnace.
- Bubbling
Main feature: When the mold is opened, the gas trapped inside the casting bulges towards the weak skin of the casting, which is caused by the expansion of compressed gas.
Possible reasons: 3. The first stage speed is too low. 4. The first stage speed is too high (3.4: Incorrect first stage speed can cause air to enter the metal). 5. The first/second stage switching point is too early. 6. The first/second stage switching point is too late. 14. The injection weight of the material spoon is set incorrectly. 15. It is blocked at the injection port. 16. It is blocked on the flow channel of the quantitative furnace. 18. The solidification time is too long/short. 21. The ejection delay is too short. 28. There is too little lubricating oil on the punch/the punch is stuck (Punch sticking can cause air entrainment or speed change during cavity filling during the first stage). 30. Mold too is hot. 36. Vacuum leakage. 37. Vacuum opening too early/late. 38. Exhaust and/or overflow port failure. 39. Poor surface polishing of mold/injection cylinder (damaged injection cylinder can be the source of air entrainment). 41. Poor design of inner gate and transverse gate. 42. Poor thermal conductivity control of heating and cooling points. 44. Metal is too hot/cold.
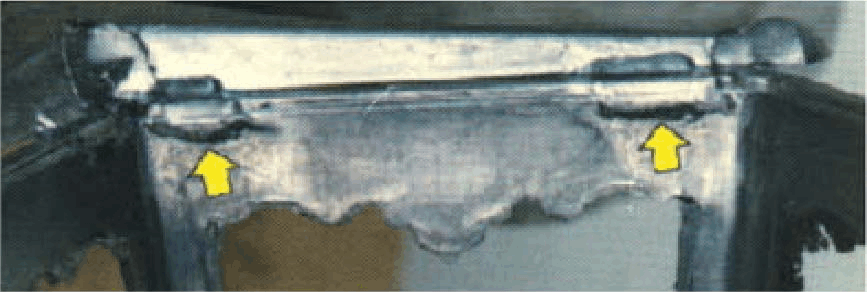
- Flash edge
Main features: When the cavity filling is completed, the metal pressure acting on the projected area of the casting surface is too high (as shown on the pressure gauge), and the force transmitted to the parting surface is greater than the clamping force of the machine. This force opens the mold and forces the metal to flow out.
Possible reasons: 2. The metal pressure is too high (check the operation window of the P-Q2 curve to ensure that its pressure and projection area cannot be too high). 7. The deceleration setting is incorrect. 9. The second stage speed is too high (usually changes in the second stage speed will affect the metal pressure). 10. The pressurization is too early. 13. The pressure is too high. 19. The locking mechanism/guide pillar is not good. 23. The locking force is too low/the machine tonnage is too small (which may instantly cause damage to the pull rod or sudden cracking of the mold seat plate). 25. There is water/water pipe leakage in the mold (similar reasons cause the flash to suddenly occur. The water on the surface of the mold cavity becomes water vapor, which can cause a serious flash). 31. The mold is sprayed too much (the water on the surface of the mold cavity becomes water vapor, which can cause serious flash). 35. The mold surface is dirty/metal adhesion. 39. The polishing of the mold/injection cylinder surface is poor (if the mold structure and polishing are poor, the mold may not close tightly). 41. Poor design of inner gate and transverse gate. 44. The metal is too hot/cold (if the metal is very hot, the mold is more prone to flash).
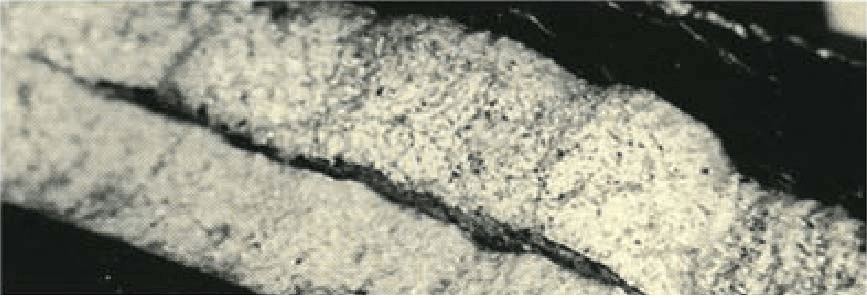
- Cold debris
Main features: The metal is cooled too much in the injection cylinder, resulting in the injection of chilled layer fragments into the mold cavity. People can often see these fragments and white spots on the surface of the casting with their eyes.
Possible reasons: 3. The first stage speed is too low (low metal filling rate can increase the generation of cooling layer fragments in the injection cylinder). 8. The second stage speed is too low. 15. It is obstructed at the injection port. 16. It is obstructed on the flow channel of the quantitative furnace (15.16: The root cause of metal fragments). 17. The pipeline of the quantitative furnace is blocked. 24. The operating cycle is abnormal. 29. The mold is too cold. 31. The mold is sprayed too much. 41. The design of the inner gate and transverse gate is poor. 42. The thermal conductivity control of the heating and cooling points is poor. 44. The metal is too hot/cold (too cold). 46. The metal specification is incorrect (the metal composition can cause some metal to solidify in the injection cylinder at high temperatures).
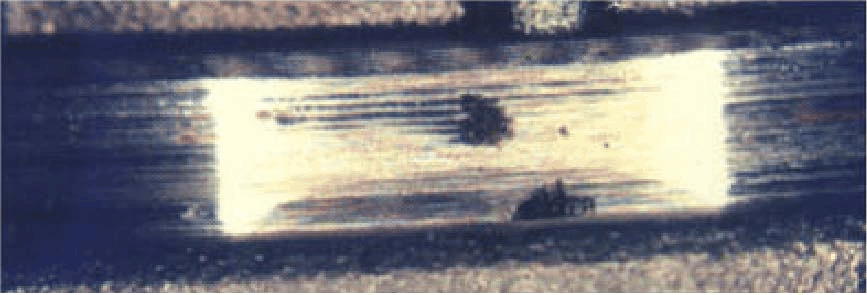
- Oil marks
Main feature: This defect occurs when too much punch oil is used.
Possible reasons: 24. Irregular operation cycle (the mold and injection cylinder may be too cold). 27. Excessive lubricating oil for the punch. 29. The mold is too cold.

- Air hole
Main feature: This defect is caused by air being wrapped inside the casting, which can be controlled by poor injection endpoint and poor gate and runner design.
Possible reasons: 3. The first stage speed is too low. 4. The first stage speed is too high. 5. The first/second stage switching point is too early. 6. The first/second stage switching point is too late. 8. The second stage speed is too low (the percentage of solids during cavity filling is too high, and the second stage speed may be due to air holes). 11. The boost is too late. 12. The boost is too low (11.12: Boosting can be used to reduce some air holes). 14. The injection weight setting of the material spoon is incorrect. 15. It is obstructed at the injection port. 16. It is obstructed on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked (14.15.16.17: Changing the volume can affect the acceleration of the wave and the first/second level switching point). 24. The operation cycle is irregular. 28. There is too little lubricating oil on the punch/the punch is stuck. 29. The mold is too cold (24.29: When filling the mold cavity, if the mold is too cold, the air may be blocked when two strands of the metal meet, which is similar to a cold shut-off). 31. The mold is sprayed too much. 36. Vacuum leakage. 37. Vacuum opens too early/late. 38. Exhaust and/or overflow ports fail (36.37.38: The mold cavity contains air). 41. Poor design of the inner gate and transverse gate (for example, located at the edge of the injection cylinder and the lower top rod, which can cause air to enter the metal). 43. Difficulty in forming the geometric shape of castings. 44. Metal is too hot/cold.
- Strain
Main features: Insufficient inclination or concave side of the draft surface can cause surface damage to the die casting during ejection, and changing the temperature during ejection may reduce strain. Another reason is the poor surface roughness of the mold.
Possible reasons: 18. The solidification time is too long/short (the cooling and shrinkage of the casting can cause the casting to be trapped in the mold, such as staying in the mold for a long time). 19. The locking mechanism/guide pillar is not good. 20. The ejection force is too high. 21. The ejection delay is too short. 22. The ejection delay is too long. 30. The mold is too hot (when the metal is ejected, it will be too soft, and sticking to the mold can also occur). 32. Insufficient mold spraying. 33. Incorrect mold spraying type. 34. Low release agent concentration. 35. Dirty/metal adhesion on the mold surface (metal adhesion is a sign that the mold area is too hot, which may cause other problems such as pulling and sticking). 39. Poor surface polishing of the mold/injection cylinder. 40. Insufficient slope or side concave of the drawing surface. 41. Poor design of the inner gate and transverse gate (cavitation and erosion can cause rapid damage to the mold steel, and can also cause pulling). 42. Poor thermal conductivity control of heating and cooling points (the opposite side of the inner gate can be a hot node source). 43. Difficulty in forming the geometric shape of the casting. 44. Metal is too hot/cold.

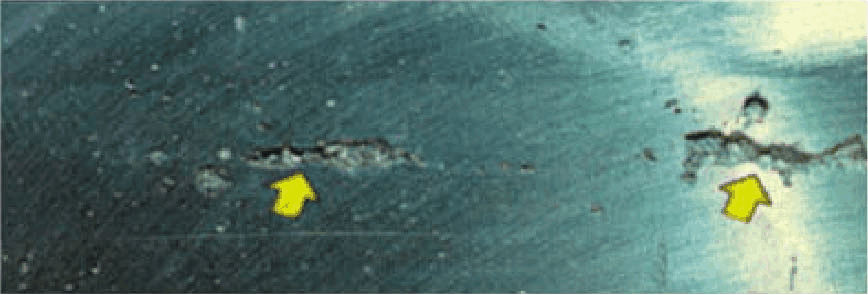
- Hot cracking
Main feature: The reason for this defect is that solidification cracks occur at the location where the tensile strength of the metal is the worst during solidification shrinkage, which can be seen from the metal surface (not thermal brittleness).
Possible reasons: 1. The metal pressure is too low. 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 9. The second stage speed is too high. 11. The pressurization is too late. 12. The pressure is too low. 14. The injection weight of the material spoon is set incorrectly. 15. It is blocked at the injection port. 16. It is blocked on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked (15.16.17: When pre-filling is used, the first/second stage switching point will change, which can cause changes in the front end of the filler at different parts of the mold). 24. Irregular operation cycle (which can cause unstable mold temperature). 28. Insufficient lubricating oil for the punch/sticking of the punch. 30. The mold is too hot. 32. Insufficient mold spraying. 41. Poor design of the inner gate and transverse gate. 42. Poor heat conduction control of heating and cooling points. 43. Difficulty in forming the geometric shape of the casting. 44. Metal is too hot/cold. 45. Metal is contaminated or dirty. 46. Metal specifications are incorrect. 47. There is dross in the molten material in the furnace.
- Thermal brittleness
Main feature: The alloy composition remains below the high-temperature zone after solidification, resulting in the metal being too weak. When the casting cools (and shrinks), this can cause cracking in high-stress areas. Attention: This defect occurs simultaneously with thermal cracking.
Possible reasons: 18. The solidification time is too long/short. 20. The ejection force is too high. 21. The ejection delay is too short. 22. The ejection delay is too long (18.20.21.22: Adjusting these parameters may solve the problem, but did not touch the root cause). 30. The mold is too hot. 32. The mold spraying is not enough. 40. The draft angle is insufficient or the side concave (damaged during ejection). 42. Poor thermal control of heating and cooling points. 44. The metal is too hot/cold (May cause overheating in certain parts of the mold and overheating in certain areas of the casting). 45. Metal contamination or dirtiness. 46. Incorrect metal specifications (45.46: Excessive Fe, Cu, and Zn can cause thermal brittleness).
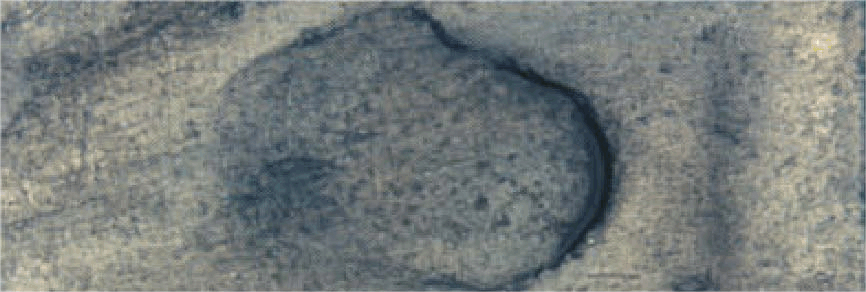
- Depression
Main features: Depression is caused by shrinkage holes close to the surface of the casting, which collapse towards the shrinkage hole during solidification. Dents, like shrinkage holes, are caused by poor mold temperature control, as local overheating can form depressions.
Main reasons: 1. The metal pressure is too low. 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 9. The second stage speed is too high. 11. The pressurization is too late. 12. The pressurization is too low (11.12: It cannot be replenished. Sometimes it cannot be replenished due to the position of the inner gate). 14. The injection weight of the material spoon is set incorrectly. 15. It is blocked at the injection port. 16. It is blocked on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked. 24. The operation cycle is irregular. 26. The heating/cooling device leaks oil (In addition, leakage from the core inserting oil cylinder can also cause oil on the surface of the mold cavity, causing dents. 30. The mold is too hot. 32. The mold spraying is not enough. 41. The design of the inner gate and transverse gate is poor. 42. The thermal conductivity control of the heating and cooling points is poor. 43. The geometric shape of the casting is difficult to shape. 44. The metal is too hot/cold. 45. The metal is contaminated or dirty. 46. The metal specification is incorrect. 47. There is scum in the molten material in the furnace.
- Bulging and cracking
Main features: There are pores in the casting, which are ejected before the end of solidification, and the trapped gas expands outward along the unstable parts to break the metal.
Main reasons: 3. The first stage speed is too low. 4. The first stage speed is too high. 5. The first/second stage switching point is too early (3.4.5: The root cause of air intake). 14. The injection weight of the material spoon is set incorrectly. 15. It is blocked at the injection port. 16. It is blocked on the flow channel of the quantitative furnace (14.15.16: The material cake is too thick and can expand and crack). 17. Pipeline blockage in the quantitative furnace. 18. Setting time too long/short. 21. Ejection delay too short. 25. Mold water/water pipe leakage. 26. Mold heating/cooling oil device leakage. 27. Excessive lubricating oil in the punch (25.26.27: The root cause of gas entrapment). 30. Mold is too hot. 32. Insufficient mold spraying. 36. Vacuum leakage. 37. Vacuum opening too early/too late. 38. Exhaust and/or overflow port failure. 41. Poor design of inner and transverse gates. 42. Poor heat conduction control of heating and cooling points. 43. Difficulty in forming the geometric shape of castings (often occurring at wall thickness). 44. Metal too hot/cold
- Bending
Main features: After the casting is ejected, deformation occurs during cooling to room temperature. The root cause is caused by the geometric shape or alloy composition of a certain part of the casting. Reducing the temperature during ejection can minimize deformation. Uneven mold temperature is one of the main reasons for this defect.
Main reasons: 18. The solidification time is too long/short. 21. The ejection delay is too short. 22. The ejection delay is too long. 24. The operating cycle is not normal (poor temperature control). 30. The mold is too hot. 32. The mold spraying is not enough. 33. The mold spraying type is incorrect. 34. The concentration of the release agent is too low. 40. The draft surface slope is insufficient or concave. 41. The design of the inner gate and transverse gate is poor. 42. The thermal conductivity control of the heating and cooling points is poor (Poor filling mode may cause heat load concentration in certain areas of the mold). 43. The geometric shape of the casting is difficult to shape. 44. The metal is too hot/cold. 46. The metal specification is incorrect.
- Sticking
Main features: Chemical impact and bonding force of aluminum alloy on mold steel, which can cause the casting to be torn during ejection. Changing the alloy composition and reducing the temperature of the metal or mold can reduce mold adhesion.
Main reasons: 2. The metal pressure is too high. 5. The first/second stage switching point is too early (pre-filling can sometimes help reduce mold sticking in certain areas). 9. The second stage speed is too high (in some examples, changing the metal speed can increase heat transfer to the problem area). 15. It is blocked at the injection port. 16. It is blocked at the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked (15.16.17: Changes in volume can change the actual first/second level switching point. This can change the heat distribution status of the mold). 30. The mold is too hot. 32. The mold spraying is not enough. 33. The mold spraying type is incorrect. 34. The concentration of the release agent is too low. 39. The surface polishing of the mold/injection cylinder is poor (the mold may need to be polished). 41. The design of the inner gate and transverse gate is poor. 42. The thermal conductivity control of the heating and cooling points is poor. 44. The metal is too hot/cold. 46. The metal specification is incorrect When Fe is below the standard of 0.6-0.7%, it can cause mold sticking.

- Shrinkage cavity
Main feature: This defect is caused by the decrease in metal volume during solidification, and the lack of more metal to supplement before solidification. Local overheating can cause shrinkage cavities to concentrate in specific areas, see "depressions".
Main reasons: 1. The metal pressure is too low. 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 9. The second stage speed is too high. 11. The pressurization is too late. 12. The pressurization is too low. 14. The injection weight of the material spoon is set incorrectly. 15. It is blocked at the injection port. 16. It is blocked on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked (14.15.16.17: When pressurizing, shrinkage can occur when the material cake is too thin) . 24. Abnormal operation cycle. 28. Insufficient lubricating oil for the punch/sticking of the punch. 30. Mold too hot. 32. Insufficient mold spraying. 41. Poor design of the inner gate and transverse gate (improving the design of the inner gate and transverse gate can improve the filling of certain areas). 42. Poor thermal control of heating and cooling points. 43. Difficulty in forming the geometric shape of the casting. 44. Metal too hot/cold. 45. Metal contamination or dirt (shrinkage is related to oxides and slag) . 46. Incorrect metal specifications. 47. There is scum in the molten material in the furnace.
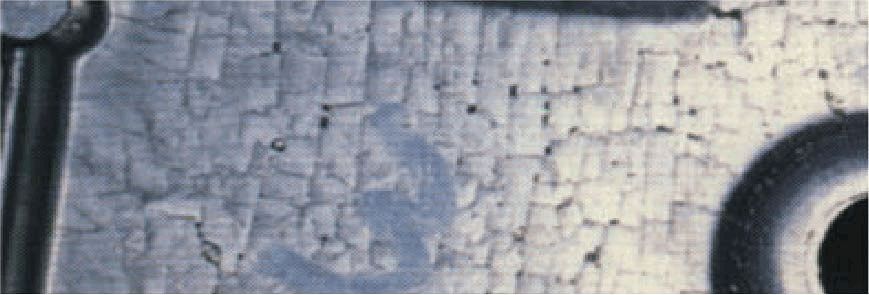
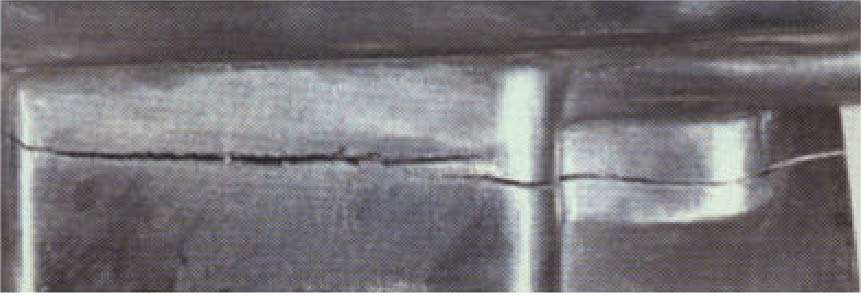
- Analysis of Defects in Hot Grid Die Casting
Main features: This defect is caused by the continuous thermal expansion of the die steel surface during use. Excessive cold die and die fatigue will accelerate this result.
Main reasons: 2. The metal pressure is too high. 7. The deceleration setting is incorrect. 13. The pressure increase is too high. 24. The operation cycle is not normal (the mold is too cold). 29. The mold is too cold. 30. The mold is too hot. 31. The mold is sprayed too much. 41. The design of the inner gate and transverse gate is poor. 42. The thermal conductivity control of the heating and cooling points is poor. 43. The geometric shape of the casting is difficult to shape. 44. The metal is too hot/cold
- Analysis of Leakage Die Casting Defects
Main features: The reason for casting leakage is that there are oxide overlaps or connections, or multiple holes connected to form a route that can leak. Careful inspection of the leakage area can reveal many reasons for the leakage.
Main reasons: 1. The metal pressure is too low. 3. The first stage speed is too low. 4. The first stage speed is too high. 5. The first/second stage switching point is too early. 6. The first/second stage switching point is too late (during the pre filling period, solidified metal in the transverse gate, inner gate, and cavity can disrupt the filling mode, and the generated cooling layer fragments can also cause leakage). 7. The deceleration setting is incorrect. 8. The second stage speed is too low. 11. The pressurization is too late. 12. The pressurization is too low (The pressure of the machine energy accumulator may be low or the boosting circuit may not work effectively). 14. The injection weight setting of the material spoon is incorrect. 15. It is obstructed at the injection port. 16. It is obstructed on the flow channel of the quantitative furnace. 17. The pipeline of the quantitative furnace is blocked (14.15.16.17: The deviation of the first/second switching point of the metal in the transverse runner and mold cavity may be caused by the air wrapping before the injection cylinder is filled). 25. There is water/water pipe leakage in the mold. 26. The heating/cooling oil device of the mold is leaking. 27. There is too much lubricating oil in the punch. 28. The lubricating oil in the punch is insufficient/the punch is sticking. 29. The mold is too cold. 30. The mold is too hot. 31. The mold is sprayed too much (25.26.27.28.30.31: The root of porosity). 36. Vacuum leakage. 37. Vacuum opening too early/too late. 38. Exhaust and/or overflow port failure. 39. Poor surface polishing of the mold/injection cylinder. 41. Poor design of the inner gate and transverse gate. 42. Poor thermal conductivity control of the heating and cooling points. 43. Difficulty in forming the geometric shape of the casting. 44. Metal too hot/cold. 45. Metal contaminated or dirty. 46. Incorrect metal specifications. 47. Dross in the molten material in the furnace (45.46.47: Changing the metal composition or specifications can improve its pressure sealing).
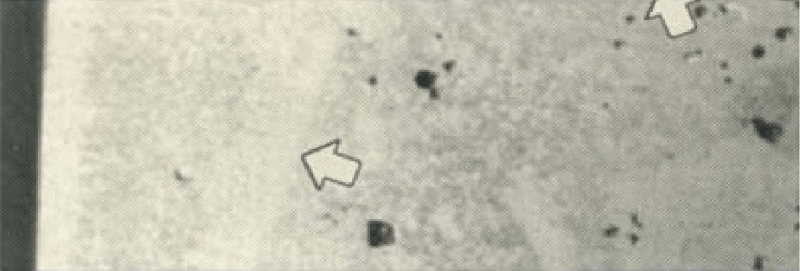
- Surface discoloration
Main features: Oxide film and scum in the mold cavity, or particles in the metal liquid, or excessive mold release agent can cause surface discoloration. Similarly, it can be caused by local undercooling of the mold, resulting in black spots or stains on the surface of the casting.
Main reasons: 6. The first/second stage switching point is too late (if pre-filling is used, the metal may be too cold and cause color spots or shrinkage on the casting surface). 25. There is water/water pipe leakage in the mold. 26. There is leakage in the mold heating/cooling oil device. 27. There is too much lubricating oil in the punch. 29. The mold is too cold. 31. The mold is sprayed too much (the mold surface is too cold or there is too much release agent) . 33. Incorrect mold spraying type. 35. Dirty mold surface/metal adhesion. 42. Poor heat conduction control at heating and cooling points. 44. Metal too hot/cold (some liquid phases of the metal may first solidify on the surface during mold cavity filling). 45. Metal contaminated or dirty. 46. Incorrect metal specification. 47. There is scum in the molten material in the furnace.
- Interlayer
Main features: During the filling of the mold cavity, a metal interlayer (chilling layer fragments) is generated in the gate. When the gate is removed from the casting, the cross-section of the gate will show obvious uneven interlayers.
Main reasons: 6. The first/second stage switching point is too late (low metal filling rate can increase the generation of chilling layer fragments in the injection cylinder). 29. The mold is too cold. 31. The mold is sprayed too much (during cavity filling, if the inner gate is not completely solidified, chilling layer fragments will appear). 41. Poor design of inner gate and transverse gate. 43. Difficulty in forming the geometric shape of the casting. 44. Metal too hot/cold. 45. Metal contaminated or dirty. 46. Incorrect metal specification. 47. There is scum in the molten material in the furnace.
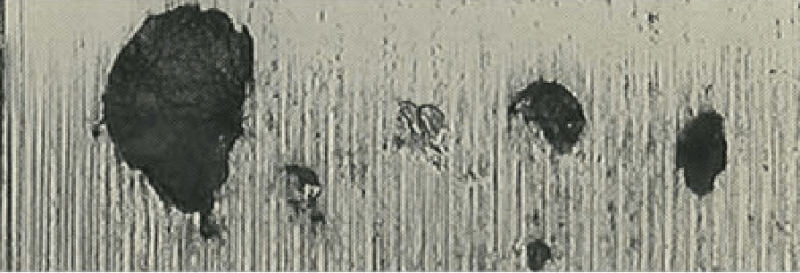
- Impurities
Main features: The main causes of such defects are metal dirt or contamination, as well as poor melting processes.
Main reasons: 15. Blockage at the injection port. 16. Blockage on the flow channel of the quantitative furnace. 17. Blockage of the pipeline of the quantitative furnace (15.16.17: Metal solidified in these areas will be pushed into the injection cylinder and then die-casting). 35. Dirty/metal adhesion on the mold surface. 44. Metal too hot/cold. 45. Metal contaminated or dirty. 46. Incorrect metal specification. 47. There is dross in the molten material in the furnace.
- Gored
Main feature: When the casting is ejected, the pressure exerted by the ejector pin on the surface of the casting is too high.
Main reasons: 18. The solidification time is too long/short. 20. The ejection force is too high (sticking to the mold can also cause top damage, see sticking to the mold). 21. The ejection delay is too short. 22. The ejection delay is too long. 24. The operation cycle is not normal. 29. The mold is too cold. 30. The mold is too hot. 32. The mold spraying is not enough. 33. The mold spraying type is incorrect. 34. The concentration of the release agent is too low. 39. The surface polishing of the mold/injection cylinder is poor. 40. The draft surface slope is insufficient or the side is concave (the position difference of the ejector rod may cause top damage). 42. Poor thermal control of heating and cooling points. 43. Difficulty in forming the geometric shape of castings. 44. Metal too hot/cold. 46. Incorrect metal specifications
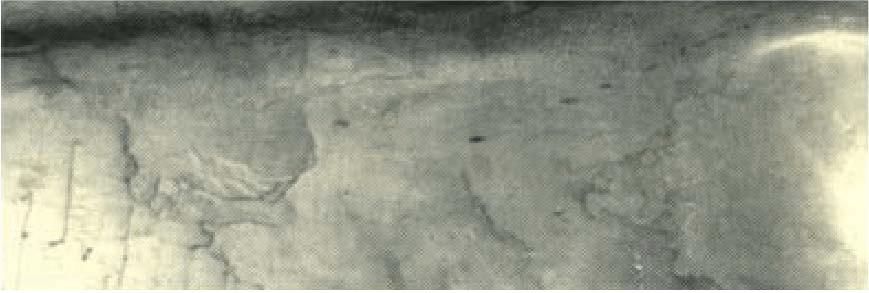
- Erosion/cavitation
Main features: The molten metal directly washes the surface of the mold steel, causing erosion. Turbulence creates a vacuum in the low-pressure area of the metal flow, which can disrupt the mold surface and cause cavitation corrosion.
Main reasons: 8. The second stage speed is too low (the metal flow is not atomized). 9. The second stage speed is too high (the metal flow turns back into a solidified particle flow). 29. The mold is too cold. 31. The mold is sprayed too much (29.31: The metal condensed in the transverse and inner gates changes the effective surface area of the transverse and inner gates). 39. Poor surface polishing of the mold/injection cylinder. 41. Poor design of the inner gate and transverse gate. 42. Poor thermal control of heating and cooling points. 44. Metal too hot/cold. 45. Metal contaminated or dirty
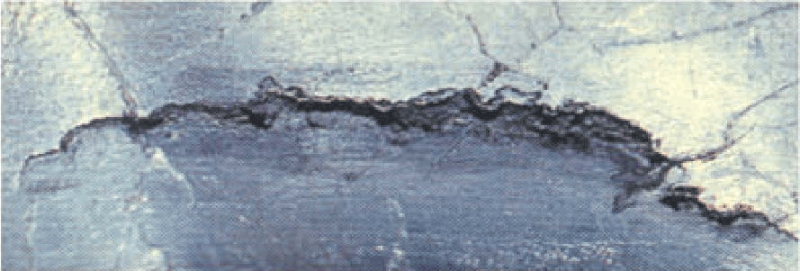
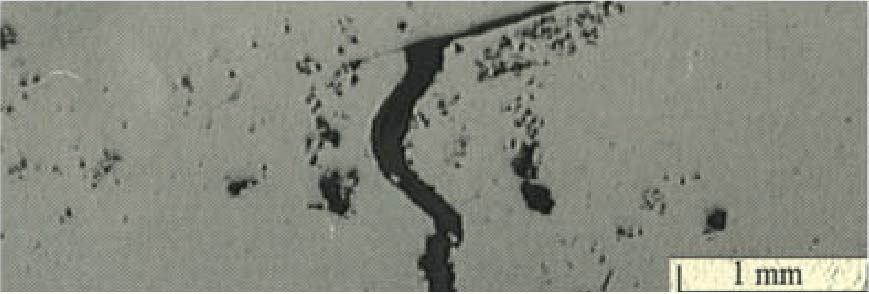
- Cracks
Main features: Damage to the casting caused by mechanical action during mold opening or ejection, which is the cause of casting cracks. And hot cracks and surface cracks belong to the shrinkage type, and besides such cracks, thermal embrittlement is also outside such cracks.
Main reasons: 18. The solidification time is too long/short. 19. The locking mechanism/guide pillar is not good (when the mold is opened, the casting is damaged). 20. The ejection force is too high. 21. The ejection delay is too short. 22. The ejection delay is too long (21.22: The root cause is poor mold surface, poor casting geometry, and incorrect metal specifications, which can be seen as thermal brittleness). 24. Irregular operation cycle. 28. Insufficient lubricating oil for the punch/sticking of the punch. 29. The mold is too cold. 30. The mold is too hot. 31. The mold is sprayed too much. 32. The mold is not sprayed enough. 35. The mold surface is dirty/metal adhesion. 39. Poor polishing of the mold/injection cylinder surface. 40. Insufficient inclination or side concave of the draft surface. 42. Poor thermal control of heating and cooling points. 43. Difficulty in forming the geometric shape of the casting
Summary of main reasons:
- The metal pressure is too low (the injection pressure is lower than the pressure) 2. Metal pressure is too high. 3. First stage speed is too low. 4. First stage speed is too high. 5. First stage/second stage switching point too early. 6. First stage/second stage switching point too late. 7. Deceleration setting error. 8. Second stage speed is too low. 9. Second stage speed is too high. 10. Boosting too early. 11. Boosting too late. 12. Boosting too low. 13. Boosting too high. 14. Injection weight setting error of material scoop. 15. Blockage at injection port. 16. Blockage on flow channel of quantitative furnace. 17. Blockage of pipeline of quantitative furnace. 18. Condensation Fixed time is too long/short. 19. Locking mechanism/guide pillar is not good. 20. Ejection force is too high. 21. Ejection delay is too short. 22. Ejection delay is too long. 23. Locking force is too low/machine tonnage is too small. 24. Operation cycle is irregular. 25. Mold has water/water pipe leakage. 26. Heating/cooling device leaks oil. 27. Punch lubricating oil is too much. 28. Punch lubricating oil is insufficient/punch sticking. 29. Mold is too cold. 30. Mold is too hot. 31. Mold spraying is too much. 32. Mold spraying is not enough. 33. Mold spraying type is incorrect Incorrect. 34. Low concentration of release agent. 35. Dirty surface of mold/metal adhesion. 36. Vacuum leakage. 37. Vacuum opening too early/late. 38. Failure of exhaust and/or overflow ports. 39. Poor surface polishing of mold/injection cylinder. 40. Insufficient slope or side concave of the draft surface. 41. Poor design of inner and transverse gates. 42. Poor thermal conductivity control of heating and cooling points. 43. Difficulty in forming the geometric shape of castings. 44. Metal too hot/cold. 45. Metal contamination or dirt. 46. Incorrect metal specification. 47. Melting in furnace There is scum in the material.
NINGBO FUERD MECHANICAL CO., LTD
Website: https://www.fuerd.com