Anodizing of Aluminum die casting products
At the end of the manufacturing process, the next stage is applying the surface finish. There are different methods, but in aluminum materials or other materials, the anodizing process is a reputable method. The reason is not farfetched, as it leads to the production of a durable yet beautiful product. Anodizing goes by processes that must be understood, and two important parts are knowing how to color aluminum and the anodized aluminum colors to use.
Anodizing colors are important since they say a great deal about the properties of the end product. In this article, you will know about anodizing, common anodized aluminum colors, and how to color aluminum products using anodizing. Let’s get right on it so you could understand how the process works.
Basic of Anodizing Process
Before discussing the various anodized aluminum color or how to color aluminum, we should prickle your brain on what the process is all about. Unless you have a science background or are already deep-rooted in the process, it won’t be surprising that you wonder about the aluminum anodizing process. Therefore, in this section, we will summarize the basic things about the process.
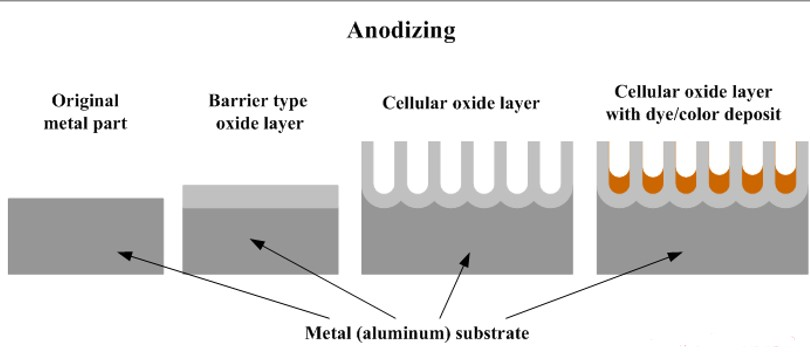
Aluminum anodizing is an electrochemical process in which aluminum products’ surfaces are coated using a wear-resistant oxide layer. Therefore, the products exhibit properties that improve quality and aesthetics. For example, they are durable, resistant to wear and corrosion. They also have this beautiful feel which fulfills the aesthetic requirement of most users.
Anodizing is an electrochemical cell reaction with the aluminum part acting as the anode, the cathode being an inert material, and an acidic electrolyte. Below are the electrochemical reactions at the electrode:
- Anode: 2Al + 3H2O = Al2O3 + 6H+ + 6e-
- Cathode: 6H+ + 6e- = 3H2
- Resulting anodizing reaction: 2Al + 3H2O = Al2O3 + 3H2
Types of Anodizing Process
There are three types of the anodizing process, each being different in terms of coating intensity. The difference is due to the electrodes, electrolytes, and energy used in each process.
· Type 1 Anodizing Process
The type 1 anodizing process is also known as the “light” type, and it involves the use of chromic acid as the electrolytes and the aluminum part as the anode. When current is made to pass through the electrolyte, positive particles from the anode are ejected, forming microscopic grooves on the surface. The microscopic grooves are then oxidized to form an oxide layer. Compared to normal aluminum products without finishes, products made via this process are better in heat and corrosion resistance.
· Type 2 Anodizing Process
The type 2 anodizing process uses sulfuric acid instead of chromic acid. Sulfuric acid is more potent, leading to a better ejection of positive aluminum particles than what is seen in type 1’s. Therefore, the microscopic groove formed is deeper, and the oxide layer is thicker. These two properties are responsible for the better paint retention properties exhibited by Type 2 aluminum parts.
· Type 3 Anodizing Process
The type 3 anodizing process is the ideal one for making heavy aluminum products. Unlike the other types of anodizing process, it uses a higher voltage and a strong acid (sulfuric acid).
Anodizing Colors

Anodizing colors are different from the colors of other techniques such as powder coating or paint. In terms of achieving color consistency, there are difficulties due to the many variables involved in anodization.
While the anodizing process is open to all colors of the rainbows, the anodized aluminum colors used depend heavily on many factors such as size, grade, and finish tapes. Below are the steps to take on how to color aluminum products using an anodizing process.
Cleaning and Etching of the Aluminum Part
The first step starts with cleaning the aluminum products in detergent and rinsing tanks. After washing, the part is etched to give a polished and shiny surface. The etching is done to remove trace amounts of metals that can lead to an error during the process.
Building the Film Layer
After cleaning, the anodizing process takes place. You can anodize using any of the three types of anodizing discussed above. However, there are other things to look out for.
- The metal alloy controls the size and shape of the pores.
- The tank temperature, solution conc, and voltage control the depth of the pore.
Adding Color
There are four ways of adding anodized aluminum colors. Below is an explanation of the four methods.
- Electrolytic coloring. This method involves the immersion of the aluminum parts in a solution containing some metallic salts. On filling the pore, they provide a coating strong enough to resist UV rays. However, there is a limitation on the number of anodizing colors you can use, with bronze or black color being the most common.
- Dip coloring. In this method, the part is placed in a tank containing a dye. The dye fills up the pore, and the surface is boiled in de-ionized water to end the reaction. You can use dip coloring with many color variants. However, they are not that UV resistant.
- Integral Coloring. Integral coloring combines anodizing and coloring to color aluminum products in bronze and black shades. The products also become more abrasion-resistant.
- Interference Coloring. In interference coloring, the pore structure becomes enlarged. Therefore, the deposition of metals in the pores leads to light-fast colors ranging from blue, green, and yellow to red. These colors occur as a result of optical-interference effects instead of light scattering effects.
Sealing
Sealing is the last stage of anodization. Here, the dye molecules that are on the pore are trapped in the pores. Sealing prevents the absorption of undesired molecules in the pores.
Sealing is done in hot water at a temperature of 200ºF (93ºC). Crystals of hydrated aluminum oxide formed in hot water are responsible for the sealing of the pores. Metal salts can also be deposited after being dissolved in hot water at 180ºF (86ºC).
Color Matching
Anodizing colors, unlike in paints, is subtractive and not addictive. If you understand the concept of light, you will understand the distinction that this brings. Normally, the color shown by any material is what is reflected against what is absorbed. Therefore, if white light shines on a blue bucket, the bucket absorbs the other colors and reflects blue. This makes us perceive it as a blue bucket. The process is the same in anodizing color.
However, it has a slight addition. Instead of reflecting the light, the anodized film formed on the surface transmits light to the aluminum at the base surface. The base metal then reflects it to the film and outside. Therefore, the anodized layer acts as a filter instead of a reflector, which is important in color matching.
Matching the right color is not easy, especially if they don’t belong to the same batch. To choose the right matching method, you must understand the concept of color matching explained above and the important factors determining the anodizing colors’ appearance. Below are what you should look out for:
· Aluminum Grade
This is the most critical factor to look out for during color aluminum anodizing. Every aluminum grade has its color and shades, and they affect color matching.
· Finish Type
The finish (part of the film) plays a huge part in the aluminum product’s reflective properties. Therefore, for the best in terms of color matching, using a sample with the same finish is preferable.
· Number of Dyes That Make the Colour and Layering
The type of dyes used also plays a huge role in the dozing color variation. There is an increase in color variation when there is a need for more dyes to match color, color variation increases. Also, layering is important since there can be color variations from each layer.
· The Crystalline Structure of the Products
The crystalline structure of the metal that makes up the product also influences the reflective properties of an aluminum product. From an angle, the colors might seem to match. However, a different reflective angle can show otherwise. This condition is “color flip” and plays a huge role in color matching.
How to Remove the Color from an Anodized Part If It Doesn’t Match?
If you have an anodized part that doesn't match the desired color or you simply want to remove the color altogether, here's a general process you can follow:
Assess the Anodized Part:
Determine the type of anodized part you have and its condition. Anodized aluminum is commonly used, but anodized parts can also be made from other materials. Ensure that the part is suitable for color removal and won't be damaged in the process.
Gather Materials:
You will need the following materials for the color removal process:
Protective gloves
Safety goggles
Mask or respirator (if working in a poorly ventilated area)
Abrasive pad or sandpaper (choose a grit suitable for the level of color removal required)
Cleaning solution (such as mild detergent or a specialized metal cleaner)
Soft cloth or sponge
Water
Protective coating (optional, if you want to protect the part after color removal)
Safety Precautions:
Always prioritize your safety when working with chemicals and abrasive materials. Wear protective gloves, safety goggles, and, if necessary, a mask or respirator. Work in a well-ventilated area or consider using a fume hood to minimize exposure to potentially harmful substances.
Clean the Part:
Before attempting to remove the color, clean the anodized part thoroughly. Use a mild detergent or a specialized metal cleaner to remove any dirt, grease, or contaminants. Rinse the part with water and dry it completely.
Test in an Inconspicuous Area:
If you're unsure how the color removal process will affect the part, it's advisable to test it in an inconspicuous area first. Choose a small, hidden section of the part and follow the subsequent steps to assess the results before proceeding with the entire part.
Remove the Color:
Using an abrasive pad or sandpaper, gently scrub the anodized surface of the part in a circular motion. Start with a mild abrasive and gradually increase the intensity if needed, depending on the color and level of removal required. Take care not to damage the underlying material.
Clean and Rinse:
After removing the color, clean the part again to remove any residue from the abrasive process. Use a soft cloth or sponge and mild detergent to gently clean the surface. Rinse the part thoroughly with water to ensure all cleaning agents are removed.
Dry the Part:
Allow the part to air dry completely or use a soft cloth to dry it gently. Ensure there is no moisture remaining on the surface before proceeding.
Apply a Protective Coating (Optional):
If you want to protect the newly exposed surface and prevent it from oxidizing, you can apply a protective coating. There are various options available, such as clear lacquer or anodizing sealants. Follow the manufacturer's instructions for the specific coating you choose.
It's important to note that the effectiveness of color removal may vary depending on factors such as the type of anodized part, the original color, and the desired end result. In some cases, complete color removal may not be possible without professional assistance. If you encounter difficulties or the part is valuable, consider consulting a professional or specialized service for further assistance.
Conclusion
Anodizing is an electrolytic process of high importance in surface finishing, used to improve the surface finishing process in terms of aesthetics, optical relativity, etc. This article talks about the anodizing process and how to color aluminum parts. It also talked about the factors that play a huge role in color matching. No doubt anodizing process might seem complex. However, to get the best in terms of quality and low cost, you can trust us.
NINGBO FUERD MECHANICAL CO., LTD
Website: https://www.fuerd.com



