Oct 30, 2021
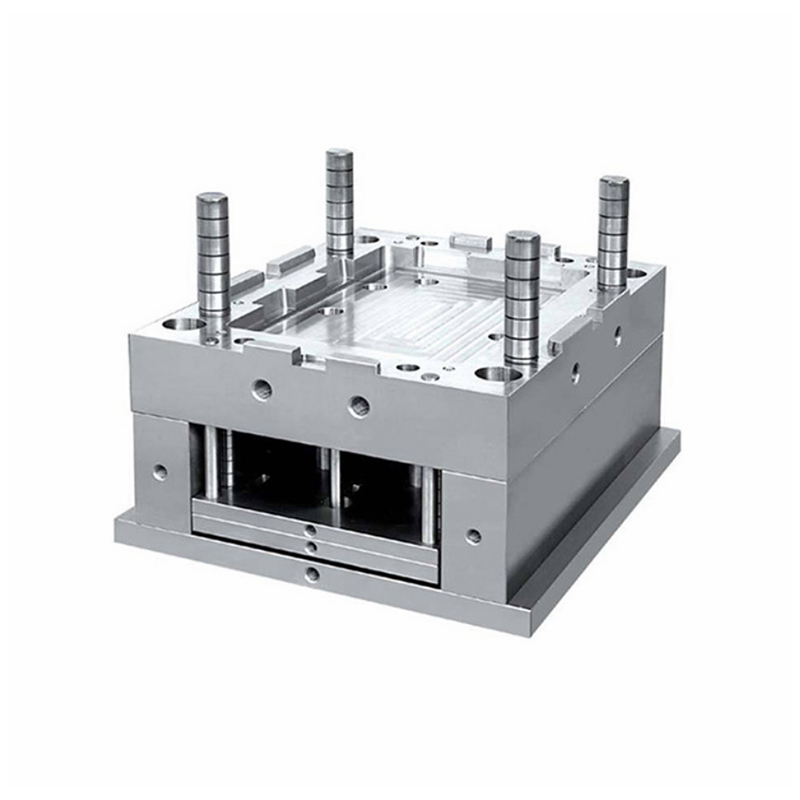
Difference between die casting mould and plastic mould
The structure of die-casting mold and plastic mold is actually the same. It should be said that if you can make plastic mold, you should be able to make die-casting mold. The main difference between the two is that on the feed gate sleeve, the gate sleeve of the plastic mold is a slender taper feed port, and the diameter of the feed port is relatively small; The feed port of the die casting die is relatively large, the taper of the central feed, and the diameter of the feed port is much larger than that of the plastic die. Another feed port is a straight round sleeve with a diameter of 30 or 40 mm, which is a structure not available in plastic molds. In addition, plastic molds and die-casting molds are made of different steels; Plastic molds generally use 45# steel, T8, T10 and other steel, while die-casting molds mainly use heat-resistant steel such as 3Cr2W8V.
Difference between die casting mould and plastic mould:
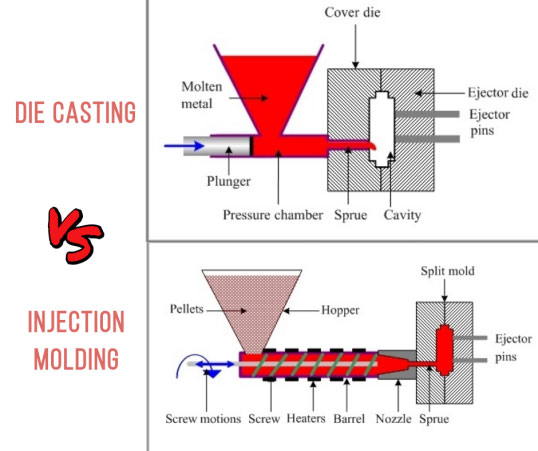
1. The injection pressure of the die-casting die is large, so the template is required to be relatively thick to prevent deformation.
2. The gate of the die-casting mold is different from the injection mold, so the shunt cone needs to be made to decompose the high pressure of the material flow.
3. The die core of the die casting die does not need to be quenched because the temperature in the die cavity exceeds 700 ° C during die casting. Therefore, each molding is equivalent to quenching once, and the mold cavity will become harder and harder, while the general injection mold should be quenched above hrc52.
4. Generally, the die-casting die cavity shall be nitrided to prevent the alloy from sticking to the die cavity.
5. Generally, the corrosion of die-casting die is relatively large, and the outer surface is generally blued.
6. Compared with the injection mold, the fitting clearance of the movable fitting part of the die-casting mold (such as core pulling slider) is larger, because the high temperature in the die-casting process will cause thermal expansion. If the clearance is too small, the mold will be stuck.
7. The parting surface matching requirements of die casting die are higher, because the fluidity of alloy is much better than that of plastic. It is very dangerous for high temperature and high pressure material flow to fly out of the parting surface.
8. Generally, the injection mold can be vented by thimble and parting surface. The die-casting mold must be provided with exhaust slot and slag collection bag (collecting cold material head).
9. The molding is inconsistent, the injection speed of the die casting die is fast, and the injection pressure of one section is high. Plastic molds are usually injected in several sections to maintain pressure.
10. The die-casting mold is two plate mold (I haven't seen three plate die-casting mold for the time being). The product structure of different plastic molds is different. 3. The plate die is common, and the opening times and sequence are matched with the die structure. Our die-casting die usually does not use square thimble, cylinder and inclined pin (high temperature and good solution fluidity), which is easy to get stuck, resulting in unstable die production. In addition, plastic molds and die-casting molds are made of different steels; Plastic molds generally use 45# steel, T8, T10 and other steel, while die-casting molds mainly use heat-resistant steel such as 3Cr2W8V.
Ningbo Fuerd was founded in 1987, is leading full-service die Casting Tooling, aluminum die casting, zinc die casting, Gravity casting manufacturer. We are a solution provider offering a wide array of capabilities and services that include engineering support, designing, molds, complex CNC machining, impregnation, tumbling, chrome, powder coating, polishing, assembly and other finishing services. We will work with you as partners not just suppliers.
NINGBO FUERD MECHANICAL CO., LTD
Website: https://www.fuerd.com